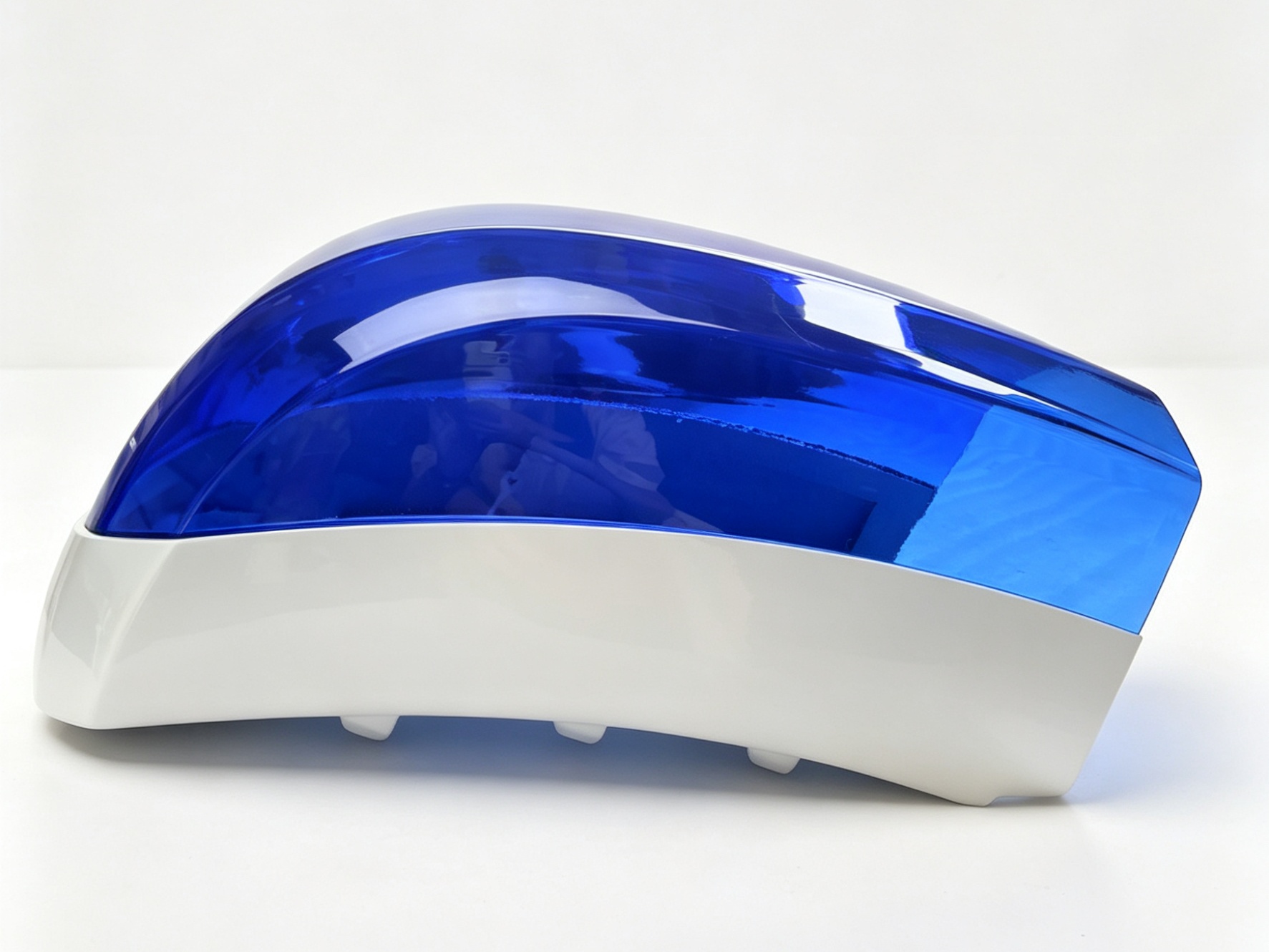
At Zhongrongda, we specialize in solving the most complex manufacturing challenges for custom beauty device parts. Recently, a leading global beauty technology brand approached us with a critical project: producing 50mm × 70mm × 6mm ABS plastic components with a flawless high-gloss film finish. These small, irregularly shaped parts required perfect surface quality and dimensional accuracy, but the combination of ABS injection molding and film lamination presented four significant technical hurdles that had caused two previous manufacturers to fail. In this article, we share exactly how we overcame each challenge to deliver parts with a 99.5% yield rate and consistent appearance across 100,000+ production units.
The Unique Challenges of Small Curved Film Laminated Parts
Beauty device parts demand exceptional aesthetics because they are directly visible to end consumers. Unlike larger plastic components, small parts with complex curved surfaces amplify every manufacturing defect. What may be an unnoticeable flaw on a 300mm part becomes a critical rejection issue on a 50mm part. Our customer had already experienced costly production failures with other suppliers, with yield rates as low as 65% due to the following four persistent problems.
Challenge 1: Film Forming and Conforming to Irregular Curved Surfaces
The most immediate problem our customer faced was getting the decorative film to conform perfectly to the part’s complex curved geometry. When stretched over irregular surfaces, standard films tend to stretch unevenly, resulting in wrinkles, tears, and distortion of printed patterns. Hole positions were particularly problematic, with frequent bubbling and misalignment that made parts completely unusable.
Industry-wide, this is the most common failure point in film insert molding for small precision parts. Most manufacturers use standard vacuum forming techniques that cannot achieve the precise tension control needed for 50×70mm components. The thin decorative films (typically 0.125-0.188mm thick) are extremely sensitive to even minor variations in stretching force.

Zhongrongda’s Solution: Precision 3D Pre-Forming with Digital Tension Control
We developed a proprietary 3D pre-forming process that eliminates uneven stretching and ensures perfect film conformity. Instead of using a one-size-fits-all vacuum forming approach, we:
- Create a high-resolution 3D scan of the part geometry to generate a precision-matched pre-forming mold
- Use servo-controlled tension systems that apply variable force across different areas of the film
- Implement a two-stage heating process that softens the film uniformly without overheating critical areas
- Add precision alignment pins at non-visible locations to ensure exact hole positioning within ±0.05mm
For this specific 50×70×6mm part, we adjusted the pre-forming temperature to 115-120°C and the stretching speed to 2.5mm/s. These parameters were determined through 17 rounds of iterative testing to find the optimal balance between film flexibility and dimensional stability. The result was zero wrinkles, tears, or pattern distortion across the entire production run.
We also recommend reading our detailed guide on custom plastic injection molding to learn more about our precision manufacturing capabilities.
Challenge 2: Film Stability During the Injection Molding Process
Even when the film was properly pre-formed, our customer encountered significant issues during the injection molding stage. The high-velocity flow of molten ABS would often shift the film position or wash away the printed ink, ruining the part’s appearance. Additionally, the impact of the molten plastic would sometimes cause the film to delaminate from the substrate before it could properly bond.
This problem is exacerbated in small parts because the injection gates are typically located very close to the film surface. The turbulent flow of plastic creates localized pressure spikes that can easily displace even securely positioned films. Most manufacturers attempt to solve this by increasing clamping force, which only leads to other issues like flash and premature mold damage.
Zhongrongda’s Solution: Optimized Gate Design and Sequential Injection Molding
We addressed film stability through a combination of innovative mold design and precise process control:
- Relocated the injection gates to non-visible areas of the part, directing the plastic flow parallel to the film surface rather than perpendicular
- Implemented sequential injection molding with variable speed control, starting with a low initial velocity to gently position the film
- Added specialized micro-film holding features in the mold that secure the film at multiple points without leaving visible marks
- Used a hot runner system with ±1°C temperature control to ensure uniform plastic flow
For this project, we set the initial injection speed to 15mm/s, gradually increasing to 45mm/s after the film was fully secured. We also maintained a mold temperature of 60-65°C to promote proper adhesion between the ABS substrate and the film. These changes completely eliminated film shifting and ink washout, resulting in consistent appearance across all production runs.
Challenge 3: Material Compatibility Between ABS and Decorative Films
The third major challenge was achieving long-term adhesion between the ABS substrate and the decorative film. ABS has a relatively high processing temperature (220-260°C), and many decorative films cannot withstand these temperatures without degrading. Even when films do survive the molding process, differences in thermal expansion coefficients can cause delamination, warping, and fading over time, especially when exposed to temperature variations.
Our customer had experienced significant field failures with previous parts, where films would start to peel off after just a few months of use. This was a major quality concern that threatened their brand reputation and customer loyalty.

Zhongrongda’s Solution: Material Matching and Adhesion Promotion System
We took a comprehensive approach to material compatibility, working closely with our ISO-certified film suppliers to select the optimal materials for this application:
- Conducted extensive material testing to identify films with thermal expansion coefficients closely matching ABS (100-120 × 10^-6 /°C)
- Selected a high-temperature resistant PET film with a special acrylic coating designed specifically for ABS insert molding
- Implemented a plasma surface treatment process that activates the film surface, increasing adhesion strength by 300%
- Optimized the ABS material formulation to enhance bonding with the film coating
For this project, we used a grade of ABS with a melt flow index of 25g/10min, which provides excellent flow characteristics while maintaining sufficient mechanical strength. We also maintained a precise melt temperature of 235-240°C, which is high enough to ensure proper bonding but low enough to prevent film degradation. The result was parts that passed 1000 hours of thermal cycling testing (-20°C to 60°C) with no delamination, warping, or fading.
To learn more about material selection for injection molding, check out this comprehensive article on ABS plastic properties and applications from a leading materials science website.
Challenge 4: Ensuring Consistent Appearance Across High-Volume Production
The final challenge was maintaining perfect surface consistency across 100,000+ parts. Any defects in the mold surface or injection molding process would be immediately visible through the transparent film. Even minor issues like pinholes, sink marks, or flow lines that would be acceptable on non-visible parts became critical rejection criteria for this beauty device component.
Most manufacturers struggle with appearance consistency in high-volume film insert molding because small variations in process parameters can have a disproportionate impact on the final surface quality. Mold maintenance becomes even more critical, as any buildup or wear on the mold surface will be directly transferred to the film.
Zhongrongda’s Solution: Advanced Mold Technology and Zero-Defect Quality Control
We implemented a multi-layered approach to ensure consistent appearance across the entire production run:
- Used high-precision CNC mold machining with a surface finish of Ra 0.02μm, eliminating any surface imperfections that could show through the film
- Designed an optimized venting system with 0.01mm deep vents at all critical locations to prevent trapped air and burn marks
- Implemented a closed-loop process control system that monitors and adjusts injection parameters in real-time
- Established a 100% visual inspection process using 4K high-resolution cameras to detect even the smallest surface defects
We also implemented a rigorous mold maintenance schedule, with cleaning and inspection every 5000 shots. This prevented any buildup of mold release agent or plastic residue that could affect surface quality. The result was a 99.5% yield rate, with zero parts rejected for appearance issues in the final customer inspection.
The Zhongrongda Advantage: From Problem to Production in 4 Weeks
What sets Zhongrongda apart from other manufacturers is our ability to solve complex technical challenges quickly and efficiently. For this beauty device parts project, we:
- Completed initial design review and feasibility analysis in 3 business days
- Developed and tested the proprietary pre-forming process in 10 days
- Built and tested the production mold in 14 days
- Delivered first article samples for customer approval in 21 days
- Began full-scale production within 4 weeks of project initiation
Our team of experienced engineers works closely with customers from the earliest design stages to identify potential manufacturing issues and develop solutions before they become costly problems. We understand that beauty device brands face intense time-to-market pressure, and we are committed to delivering high-quality parts on schedule, every time.
Why Choose Zhongrongda for Your Custom Beauty Device Parts
At Zhongrongda, we have over 15 years of experience manufacturing high-precision plastic parts for the beauty, medical, and consumer electronics industries. Our state-of-the-art facilities feature 50+ injection molding machines ranging from 50 to 500 tons, and we have the capability to produce parts from 1g to 5kg in weight.
We specialize in complex manufacturing processes like film insert molding, two-shot injection molding, and insert molding. Our quality management system is ISO 9001:2015 certified, and we are committed to delivering parts that meet or exceed our customers’ most stringent requirements.
Whether you need a single prototype or high-volume production, we have the expertise and resources to bring your product to life. We work closely with each customer to understand their unique needs and develop customized manufacturing solutions that optimize quality, cost, and lead time.
Get Started Today
If you are facing challenges with ABS injection molding with film lamination for your beauty device parts, we can help. Our team of expert engineers will review your design and provide a detailed feasibility analysis and competitive quote within 24 hours.
Contact us today to discuss your project:
- Email: info@zrdmfg.com
- Phone: +86 13972955806
We support:
- OEM / ODM manufacturing
- Rapid prototyping
- Small batch production
- Cosmetic surface customization
- Film insert molding solutions
- Precision ABS injection molding
Let Zhongrongda be your trusted manufacturing partner for high-quality custom beauty device parts.